
When we were thinking of a topic for this issue of our Operational Excellence Newsletter, I had just completed a conversation with the maintenance manager of an electronics firm who was interested in getting a Total Productive Maintenance (TPM) program started at his facility. He asked if I could provide him with some information on stakeholder roles in a TPM effort to help him “sell” the program internally.
It is not an uncommon question from those considering Total Productive Maintenance (TPM) so I thought it would be a great topic for our newsletter.
 Ellis New, Senior Management Consultant
Ellis New, Senior Management Consultant
TPM Stakeholder Roles and Responsibilities; Creating a Partnership Between Production, Maintenance, Engineering and Leadership.
Although there are still misconceptions, I am happy to see more and more organizations understand that TPM is not simply a maintenance department program, but an effort that encompasses the entire organization. What is still often overlooked, however, is that TPM is as much (if not more) of a social program than a technical one.
People are often surprised by this, but when you consider that Total Productive Maintenance (TPM) breaks the barriers between production, maintenance, engineering, and quality and puts everyone on the same team, it is easier to see the social implications. Imagine a workplace void of the typical adversarial relationships where blame-placing and finger pointing are a thing of the past.
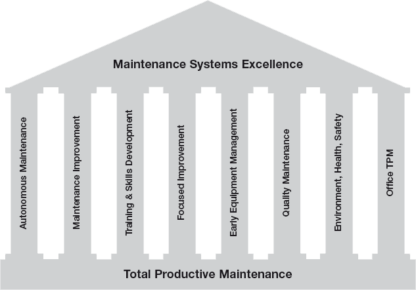
The Total Productive Maintenance (TPM) environment is based on cooperation, collaboration, and communication. These 3C’s, as we call them, add up to one very powerful partnership. So, what role do the stakeholders play in the TPM effort? Here’s a quick summary for each…
“TPM is a plant improvement methodology which enables continuous and rapid improvement through use of employee involvement, employee empowerment, and closed-loop measurement of results.”
Seiichi Nakajima, known as the “Father of TPM”
TPM Development Program: Implementing Total
Productive Maintenance
Productivity Press, 1989
Production Process Owners — Implementing Autonomous Maintenance (AM) Processes
In a TPM environment the process owners’ role is to prevent or control deterioration. This is accomplished by having process owners take responsibility for the routine maintenance of the production equipment thus eliminating the days of “I operate it/you fix it”. Activities performed include cleaning, inspecting, lubricating, and establishing provisional standards for each.
As the initial steps of Autonomous Maintenance become routine, skill development and training sessions between process owners and maintenance techs are established to teach them about machine subsystems so they can take over routine maintenance of these systems. Over time, these activities become part of the production process owners’ daily work.
Maintenance—Implementing Maintenance Improvement (MI)
With the basic Autonomous Maintenance routines established and being carried out by the process owners, maintenance technicians focus on planned, preventive and predictive maintenance, and stores management. They spend time nurturing and enhancing production process ownership and as noted above, teach process owners the routine maintenance operations for all machine sub-systems, which is the next step in the AM process. As the Total Productive Maintenance (TPM) effort continues to mature, they will also work with quality and engineering on zero defects and design for maintainability projects as well as new equipment purchase/install initiatives.
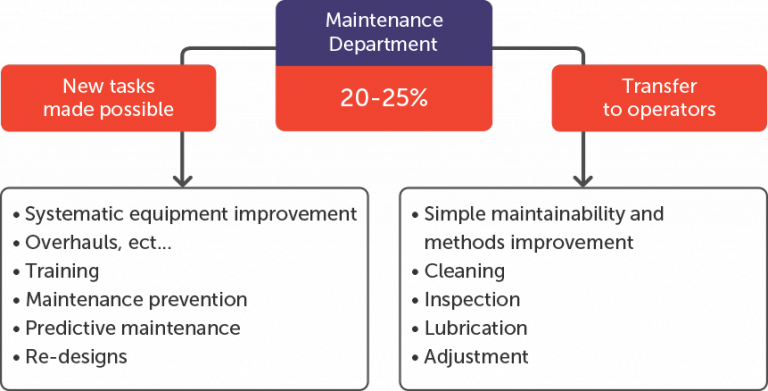
The word Maintenance defined by Webster’s—The act of maintaining: to keep in due (rightful, proper, fitting) condition, operation, and/or force, to keep unimpaired. By this definition, we are not asking the Production Process Owners to help with fixes and repairs, but to help us maintain.
The diagram below illustrates the roles of production and maintenance with the Autonomous Maintenance effort in place.
Concurrent with the Autonomous Maintenance and Maintenance Improvement efforts, production process owners and maintenance techs also work in partnership to understand and correct chronic losses/issues thru Focused Improvement activities. Working in cross-functional teams with other stake holders, these teams continuously investigate, test, and implement improvements with the goal of maximizing equipment effectiveness. The lessons learned are applied to new equipment design and build as well as existing equipment redesign and rebuild through Early Equipment Management and Maintenance Prevention Design.
Underpinning all TPM’s technical improvements is a robust Training and Skills Development effort. This is vital as production process owners and maintenance techs must have the skills to carry out all the required TPM activities, including the ability to judge normal and abnormal conditions and strictly enforce condition management rules. In addition to these skills, training in culture/social skill development, such as, lessons on teaming and team-based problem solving, are vital to functioning in a robust team-based environment. When developing your training effort, keep focused on the types of skills you want coming out of the effort and remember to keep sight of individual’s needs.
Quality—Implementing Quality Maintenance (QM)
With the first 4 TPM Pillars (Autonomous Maintenance, Maintenance Improvement, Focused Improvement and Training and Skills Development) in place and taking hold, the TPM effort begins to focus on Quality Maintenance and achieving zero defects. Like safety, quality is everyone’s responsibility. In the TPM environment, it is understood that the key to zero defects resides closest to where the product is being made.
As such, quality managers, engineers, maintenance techs and process owners work together to analyze defects so steps can be taken to eliminate the defect from reoccurring. Machine modifications are constructed ensuring equipment is able to detect and prevent errors. The quality maintenance pillar also instills in the workforce the importance of finding the root-cause of a problem, a skill taught as part of the Training and Skill Development Pillar. It is well documented that Toyota has created a “community of scientists” by developing a culture of problem-solvers!
Engineering—Implementing Early Equipment Management (EEM),
Maintenance Prevention Design (MPD) and supporting AM and MI Efforts
Throughout the Total Productive Maintenance (TPM) implementation, engineering plays a key role. From working with production process owners to make machine modifications that enable easy cleaning and inspection to working with quality and maintenance techs on modifications to eliminate quality defects, it is the role of engineering to ensure machine standards evolve to support the effort.
Using the experience gathered from these efforts, engineering also works with various stakeholders to ensure that new equipment goes into production in a “TPM state of readiness” thus ensuring optimal performance is reached earlier than is typically ‘normal’ and quality output is achieved from the first production day.
It is important to note that in a TPM environment, it is not exclusively the engineer’s role to solve problems or make improvements but to partner (talk/listen) with process owners and maintenance techs on what’s needed to improve equipment and process function and maintainability and to turn those ideas into realities. To make this happen, engineers should spend approximately 50% of their time in the workplace.
Leadership—Supporting the Effort
Leaders at every level in the organization – from first line supervisors to plant management – have a role to play in a Total Productive Maintenance (TPM) environment. It is leadership’s responsibility to support, embrace and engage all stakeholders in the TPM effort. To accomplish this, a series of nested coaching sessions is created that will ensure the effort is tied to organizational goals, is continually moving forward and is sustainable. A brief outline of the various leadership roles is noted below:
A. Senior Leadership
- Sets improvement objectives and expectations and the associated timetables for achieving each objective
- Develops a communication process to communicate objectives to his/her direct reports
- Establishes leader standard work routines relative to TPM and incorporates them into existing leader standard work practices
- Develops Gemba Walk routines based on monthly themes
- Reviews and refreshes objectives (semi-annually)
B. Managers
- Ensures understanding of senior leadership’s objectives
- Translates each objective into action items and targets to improve (TTI’s) for their departments with clear expectations and timetables
- Develops a procedure to communicate objectives/TTI’s and timetables to their direct reports
- Establishes their leader standard work practices
- Develops Gemba Walk routines based on weekly themes
- Assists in the development and cascading of objectives for their direct reports and provides continual feedback on progress of TTIs to Senior Leaders
C. Shift Supervisors
- Ensures understanding of manager’s TTI’s
- Translates TTIs into action items for their associates to include clear expectations and ensure timetables
- Develops a procedure to communicate TTIs and timetables to the associates and provides continual feedback on progress of TTI’s to Managers
- Establish their leader standard work practices
- Continues to develop skills in Autonomous Maintenance (their own and their direct reports)
- Develops Gemba Walk routines based on daily themes
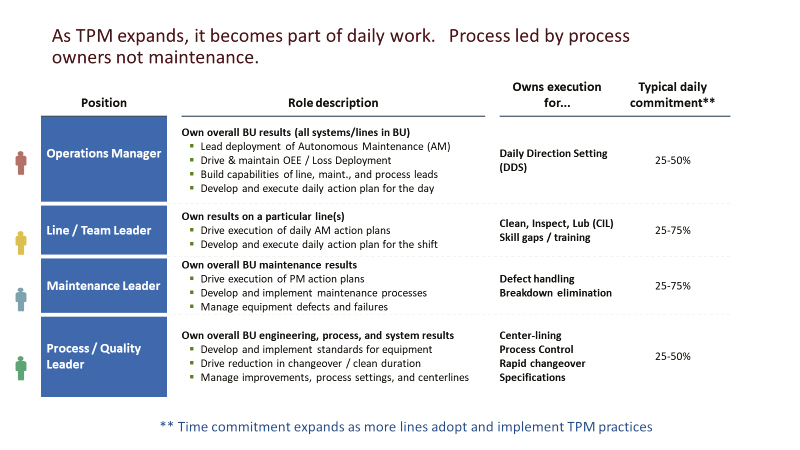
The diagram below provides some more granular examples of leader responsibilities in a Total Productive Maintenance (TPM) environment.
So, there you have it…a brief overview of the roles and responsibilities of the various stakeholders in a Total Productive Maintenance (TPM) environment. One footnote…in this article I did not talk about Office TPM or the role your administrative personnel play in the effort. I will leave that for a future article.
While it can take time (3-5 years) to implement, TPM delivers immediate returns. It eliminates equipment and process reliability issues. It improves safety. It increases capacity. It removes barriers between production, maintenance, quality and engineering. It connects organizational objectives to daily work. And, TPM is not ‘extra’ work, but the way you work. TPM is my passion. If you are passionate about TPM too, I’d love to hear your success stories. Drop me a note and we’ll share perspectives.
All the best, Ellis New
ASK THE CONSULTANTS
Roles and Responsibilities within a TPM environment is a hot topic. We received the question below from a reader and chose to include it in this issue because it relates so well to the feature article. In our response below, we build from the information in the feature and we expound on the role of Quality in TPM.
Q. What is the role of Quality within a TPM program?
A. In an effective TPM deployment, quality is automatically integrated in Autonomous Maintenance activities through efforts to improve work center productivity (OEE); the elimination of quality losses is a huge part of OEE improvement.
The 3-Legged Stool
Within best-in-class TPM deployments, a Daily Management System (sometimes known as Daily Direction Setting) is owned and led by an Area Leadership Team consisting of (i) an Operations Leader, (ii) a Maintenance Leader and (iii) a Process Leader; this teaming is often referred to as the 3-Legged Stool. The role of the Operations and Maintenance Leaders ensures a direct line of accountability to the operators and technicians as standard work is created and deployed. The Process Leader owns loss analytics and always ensures top losses are well understood and being worked on. There is no reason why a quality engineer cannot be the “Process lead” on this team. In fact, I have seen many such examples, where quality losses are high and SPC / In-Process Control methods are required, the best person to lead this effort is a person from the Quality Department.
Drivers for Quality Improvement
Some common examples of In-Process Quality Metrics: Weight, Dimensions, Color, Packaging Quality, First Pass Yield, Waste, Rework, Overweight, Temperature, Pressure etc. Once a relevant quality metric is identified for improvement by the Area Leadership Team, then there are 2 levers that will drive quality improvement.
- Improvement through Daily Management: The Daily Management System ensures this metric is tracked every shift. A root cause analysis is conducted to determine the cause of the problem, then corrective actions are put in place and improvements made.
- Improvements in OEE improve quality: In parallel, TPM ensures reduction in minor stops and breakdowns. Equipment with a fewer number of stops and breakdowns will generate a higher quality product while waste and rework are greatly reduced. OEE improvements also lead to improved Safety as a result of uninterrupted operation!
Bottom line … in a TPM organization, quality improvement is seamlessly and proactively integrated into operations through an effective Daily Management System that puts a quality engineer on the improvement front lines and keeps a laser focus on the in-process quality metrics that matter most.