
Is there a rule of thumb for determining how many maintenance technicians are needed in a plant? Our TPM consultants weigh in…
Is the ideal number of maintenance techs a ratio based on the number of operators in the plant? On the surface that may seem logical, but it turns out there is no rule of thumb to determine mechanics vs. operators. Consider these two extreme examples:
- In a petrochemical plant, you may have only a small number of operators yet have thousands of machines operating. You will need a large number of maintenance technicians despite the low number of operators.
- In a home appliance assembly plant, you may have hundreds of operators doing mostly manual work, so there are only a few machines. Here you will need very few maintenance technicians.
Is there an industry standard for the number of maintenance techs required? No, because the staff requirement may vary depending on the type of machines in operation. There are machines with very robust construction that require very little maintenance, while we find similar plants with equipment of weak design which will require much more maintenance work. So, the type of industry cannot be the sole determining factor in the number of maintenance techs needed.
Is there an ideal way to determine the number of maintenance techs needed? Yes, the correct way requires that a definition of the planned maintenance master plan is first made. For this, a list of all maintenance activities necessary to keep the equipment in perfect condition must be created. For each activity, its frequency must be defined and for each activity the necessary time in man-hours must be determined. When this is done, it is best to build an activity frequency data table like the one shown below:
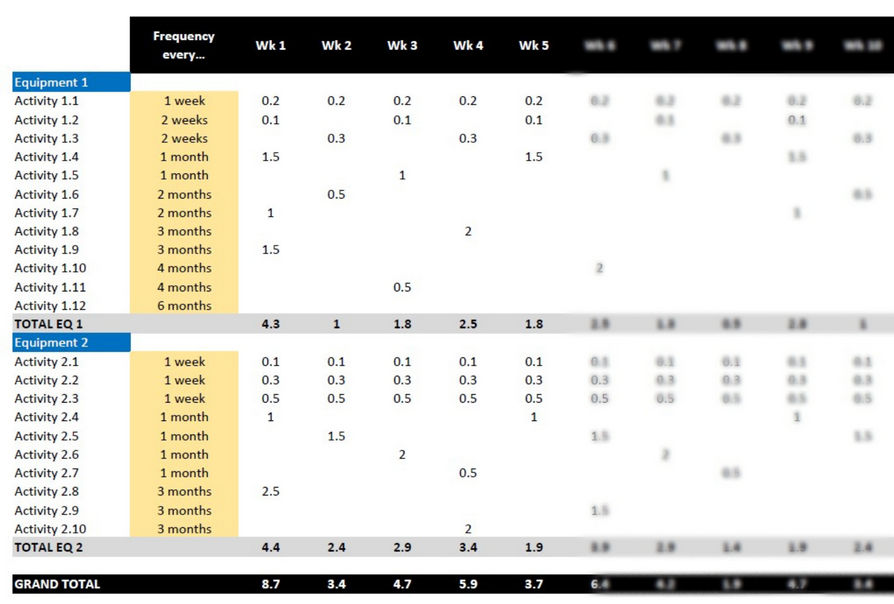
Armed with a data table like this, which includes all the machines operating in the plant, you only need to add the number of man-hours required each week to perform each planned maintenance activity, and from there determine the number of maintenance people needed. If there are weeks with a very high workload and others with a very low workload, a better distribution of activities can be made to balance the workloads in order to have a more uniform staffing requirement.
We must keep in mind that this is the staffing requirement for planned maintenance. This does not consider the people needed for corrective maintenance or emergencies. That is why it is important to keep records of the number of man-hours spent on planned work and unplanned work.
For example, suppose that the plant is using an average of 48 man-hours per day to attend to unplanned jobs. This means that they will require 6 additional people to those required by the maintenance master plan; however, it must also be clear that unplanned maintenance is highly inefficient work because when an emergency occurs, the same maintenance technician must consume a large amount of time to look at the problem, make their own diagnosis, find the tools, parts, and materials to do the job, and finally get the job done. On average, an unplanned job consumes 3 or 4 times more time than if the same job had been done in a well-organized, planned, and scheduled manner. It should also be very clear that unplanned maintenance is the consequence of poorly-designed or poorly-executed planned maintenance, so the maintenance engineer must gradually identify the causes of all unplanned work to improve planned maintenance. As this is done, for each additional man-hour of planned maintenance, 3 to 4 man-hours of unplanned maintenance must be reduced.
With all this information, it will be possible to finally determine the total number of maintenance personnel that will be necessary for the plant.
Once stability in the operation has been achieved and most of the work that is done is planned maintenance, it will be time to employ the Focused Equipment Improvement pillar to start work on modifications and redesigns of equipment parts to extend the life of its components and reduce the frequency of maintenance. Work should also be done to improve methods and redesign the equipment to reduce the time needed to execute each maintenance activity (using concepts from the SMED System).
For more information on this, or any other equipment/process reliability topic, give us a call.